Klebstoffauftragstechnik in automatisierten Verpackungsprozessen
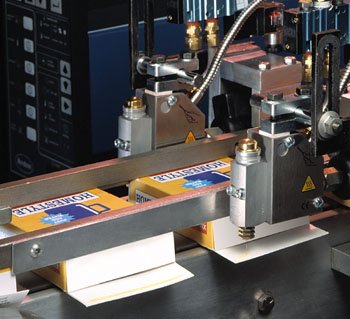
Die Klebstoffauftragstechnik mit Hotmelt-Klebern ist in der verpackenden Industrie nicht mehr wegzudenken. Um im Zusammenspiel zwischen Verpackungsmaschinenfunktionen, Verpackungsmaterial und Hotmelt optimale Verklebungsergebnisse zu erzielen, muss die Applikationstechnologie jedoch anwendungsspezifisch konfiguriert sein. Ein Bericht in der Ausgabe Winter 2002/03 der Fachzeitschrift swisspack international zeigt, wie die Klebetechnik in die Verpackungsmaschinen integriert werden kann. Als Beispiele sind abgebildet der Raupenauftrag mit der H400 Schmelzklebstoff-Auftragsköpfen von Nordson (Schweiz) AG (links) sowie eine Schnittzeichnung des neuen Nordson Klebstoffschmelzgeräts Serie ProBlue (unten).
Komponenten des Auftragssystems
Unabhängig davon, um welche Verpackungsanwendung es sich handelt, besteht ein Schmelzklebstoff-Auftragssystem prinzipiell aus der Tankanlage, in welcher der Klebstoff geschmolzen und auf Auftragstemperatur erhitzt wird. Der Klebstoff wird von einer Kolbenpumpe durch die angeschlossenen beheizten, hochflexiblen Materialschläuche zu den temperaturgeregelten Auftragsköpfen gepumpt. Bei der Integration des Klebstoffauftragssystems in eine Verpackungsmaschine sind die funktions- und konstruktionsbedingten Schnittstellen zu definieren.
Die Art der klebetechnischen Anwendung bestimmt, an wie vielen Positionen auf einem Karton oder Zuschnitt Klebstoff aufgetragen werden soll. Hiermit fällt in der Regel auch die Entscheidung, welches Klebstoffauftragsverfahren und wie viele Auftragsköpfe in die Verpackungsmaschine integriert werden müssen.
Auswahl des Klebstofftyps
Die Art und der Aufbau des zu verklebenden Materials legt – ausgehend von der Anwendung – den Klebstofftyp fest. Handelt es sich bei dem Material z.B. um Papier, Vollkarton oder Wellpappe (für die Anwendungen wie Kartonverschluss, Trayherstellung, Seitenlaschenverklebung), so wird in der Regel ein EVA eingesetzt. Handelt es sich hingegen um Faltschachteln aus Klarsichtfolie (z.B. PET), so muss ggfs. mit einem PUR gearbeitet werden. Soll bei der Anwendung nicht alles verklebt, sondern nur ein Haftverbund zwischen gestapelten Kartons erzielt werden (wie bei wiederverschliessbaren Verpackungen oder bei der Palettensicherung), so ist ein Haftschmelzklebstoff einzusetzen.
oder Wellpappe (für die Anwendungen wie Kartonverschluss, Trayherstellung, Seitenlaschenverklebung), so wird in der Regel ein EVA eingesetzt. Handelt es sich hingegen um Faltschachteln aus Klarsichtfolie (z.B. PET), so muss ggfs. mit einem PUR gearbeitet werden. Soll bei der Anwendung nicht alles verklebt, sondern nur ein Haftverbund zwischen gestapelten Kartons erzielt werden (wie bei wiederverschliessbaren Verpackungen oder bei der Palettensicherung), so ist ein Haftschmelzklebstoff einzusetzen.
Um die Klebstoffleistung optimal auszunutzen, muss die Klebstofftemperatur im Tank und in den Materialschläuchen bis zur Düse des Auftragskopfes möglichst genau regulierbar sein (Klebstoffviskosität). Während längerer Stillstandszeiten der Verpackungsmaschine sollte die Temperatur gesenkt werden; so wird der Schmelzklebstoff geschont. Feuchtigkeitsvernetzende Klebstoffe (PUR-Hotmelts) müssen im Tank mit Stickstoff oder getrockneter Luft abgedeckt werden. Das verhindert vorzeitiges Ausreagieren. Entsprechend der Anwendung werden die geeignete Auftragskopftechnologie und das Klebstoffauftragsbild bestimmt.
Abstimmung der Tankanlage auf die Anwendung
Zur Sicherstellung eines unterbrechungsfreien Betriebs ist die Klebstoffauftragsanlage auf die Leistung der Verpackungsmaschine (Klebstoffverbrauch) abzustimmen. Bei der technischen Auslegung sind insbesondere die Maschinengeschwindigkeit (m/Min.), die Anzahl der Verpackungen oder Zuschnitte pro Minute sowie die Anzahl der Klebstoffaufträge (Raupe oder Punkt) pro Verpackung oder Zuschnitt zu berücksichtigen. Diese Leistungsdaten der Muttermaschine bestimmen den Klebstoffverbrauch pro Zeiteinheit. Die Tankanlage ist dementsprechend in Bezug auf das Volumen, Schmelz- und Förderleistung, Pumpenart (Kolbenpumpe oder Zahnradpumpe), Pumpengrösse (Übersetzungsverhältnis, Kammervolumen), Anzahl von Schlauch- und Auftragskopfanschlussmöglichkeiten, Tankniveauanzeige sowie Fernbedienbarkeit zu dimensionieren. Sie sollte in der Verpackungsmaschine so integriert sein, dass ein schnelles Nachfüllen des Tanks mit Hotmelt möglich ist.